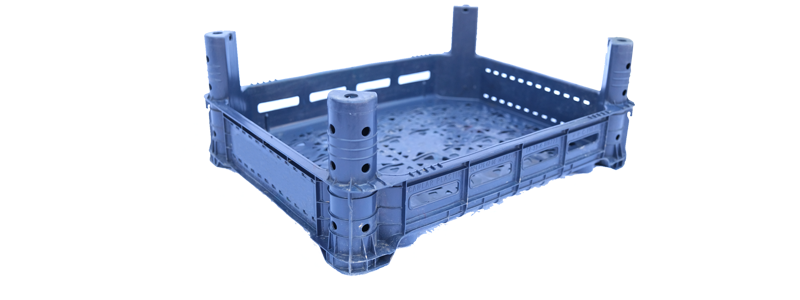
Plastik Kasalarımız
Teknik Bilgileri

HP-1
- Yükseklik 18 cm
- En 30 cm
- Boy 40 cm
- Ağırlık 360 Gr.
- Taşıma Kapasitesi 10 Kg.

HP-2
- Yükseklik 18 cm
- En 40 cm
- Boy 50 cm
- Ağırlık 620 Gr.
- Taşıma Kapasitesi 13 Kg.

HP-3
- Yükseklik 14 cm
- En 40 cm
- Boy 50 cm
- Ağırlık 520 Gr.
- Taşıma Kapasitesi 12 Kg.

HP-4
- Yükseklik 23 cm
- En 37 cm
- Boy 52,5 cm
- Ağırlık 1500 Gr.
- Taşıma Kapasitesi 18 Kg.
HP-5
- Yükseklik 16 cm
- En 39 cm
- Boy 50 cm
- Ağırlık 1000 Gr.
- Taşıma Kapasitesi 15 Kg.
Plastik kasa üretimi hakkında
üretim teknolojimiz
Plastik hammaddenin, yüksek sıcaklıkta eritilmesi ve bir kalıp içerisine enjekte edilmesi ile gerçekleştirilen imalat yöntemine plastik enjeksiyon adı verilir. Yaşamın içerisindeki en küçük parçadan, en büyüğüne pek çok apart plastik enjeksiyon metodu kullanılarak imal edilmektedir.
Mengene bölümü, erimiş durumdaki plastik hammaddenin basınç altında sıkıştırıldığı kısımdır. Bu kısım aynı zamanda kalıbın iki parçası olarak değerlendirilen erkek-dişi uyumunu gerçekleştiren kısımdır. Enjeksiyon aşaması, makinenin ilgili kısmında gerçekleşir. Granül halindeki plastik hammadde enjeksiyon ünitesindeki haznede yer alır. Elektrikli ısıtıcılarla yüksek sıcaklığa ulaştırılan hammadde, eritilerek mengene kısmındaki kalıp bölümüne itilir. Bu itme işlemi, kalıbı dolduracak kadar hammadde eriyik haline getirildiğinde enjeksiyon işlemi olarak devam eder ve kalıp doldurulur.
Plastik malzeme kalıp içine enjekte edildikten ve kalıbı tam doldurduktan sonra ikinci fazda kalıptaki giriş noktasından geriye doğru kaçmaya çalışır. Bu durum malzemede hatalara, çöküntü, yamulma veya istenmeyen şekil bozukluklarına yol açabilir. Bu hareketi engellemek amacı ile enjeksiyon basıncı sonrasında tutma basıncı uygulanır. Tutma basıncının uygulama süresi, kullanılan hammaddenin özelliğine, parça ebatlarına ve ağırlığına bağlı olarak değişebilmektedir.
Kalıbı tamamen doldurup, tutma basıncı ile stabil hale getirilen eriyik hammaddenin, kalıpta sertleşmesi işlemi soğutma işlemi ile gerçekleştirilir. Plastik enjeksiyon uygulamasının son aşaması olan soğutmadan sonra ürün kalıptan çıkarılarak kullanıma sunulabilir.
Neden Horasan Plastik'i Seçmelisiniz
Plastik Kasa Tedarikçiniz
Kolay Ödeme
Zamandan Tasarruf

Teknolojik Üretim

Destek Ekibi